

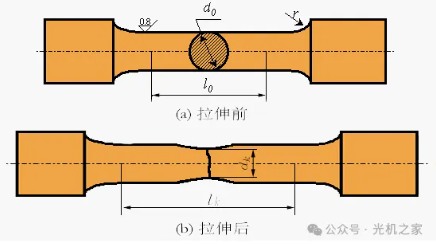
Ang tensile test of strength ay pangunahing ginagamit upang matukoy ang kakayahan ng mga metal na materyales na labanan ang pinsala sa panahon ng proseso ng pag-uunat, at isa sa mga mahalagang tagapagpahiwatig para sa pagsusuri ng mga mekanikal na katangian ng mga materyales.
1. Pagsusuri ng makunat
Ang tensile test ay batay sa mga pangunahing prinsipyo ng material mechanics. Sa pamamagitan ng paglalagay ng tensile load sa sample ng materyal sa ilalim ng ilang partikular na kundisyon, nagiging sanhi ito ng tensile deformation hanggang sa masira ang sample. Sa panahon ng pagsubok, ang pagpapapangit ng pang-eksperimentong sample sa ilalim ng iba't ibang mga pagkarga at ang maximum na pagkarga kapag ang mga sample break ay naitala, upang makalkula ang lakas ng ani, lakas ng makunat at iba pang mga tagapagpahiwatig ng pagganap ng materyal.
Stress σ = F/A
σ ay ang tensile strength (MPa)
F ay ang tensile load (N)
Ang A ay ang cross-sectional area ng specimen
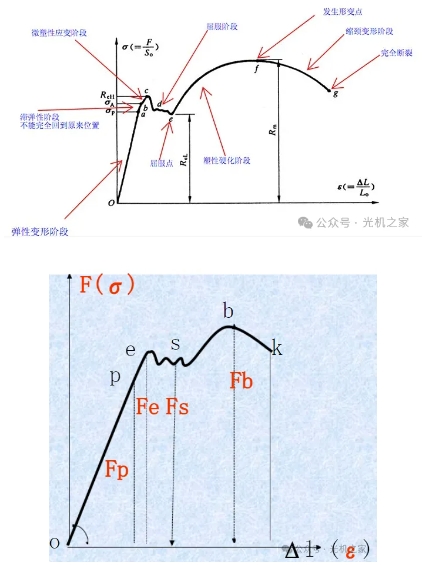
2. makunat na kurba
Pagsusuri ng ilang mga yugto ng proseso ng pag-uunat:
a. Sa yugto ng OP na may maliit na load, ang elongation ay nasa isang linear na relasyon sa load, at ang Fp ay ang pinakamataas na load upang mapanatili ang tuwid na linya.
b. Matapos lumampas ang load sa Fp, ang tensile curve ay magsisimulang kumuha ng non-linear na relasyon. Ang sample ay pumapasok sa paunang yugto ng pagpapapangit, at ang pagkarga ay aalisin, at ang sample ay maaaring bumalik sa orihinal nitong estado at elastically deform.
c. Matapos ang pag-load ay lumampas sa Fe, ang pagkarga ay tinanggal, ang bahagi ng pagpapapangit ay naibalik, at ang bahagi ng natitirang pagpapapangit ay nananatili, na tinatawag na plastic deformation. Fe ay tinatawag na nababanat na limitasyon.
d. Kapag tumaas pa ang load, makikita sa tensile curve ang sawtooth. Kapag ang load ay hindi tumaas o bumaba, ang phenomenon ng tuluy-tuloy na pagpahaba ng experimental sample ay tinatawag na yielding. Pagkatapos magbunga, ang sample ay nagsisimulang sumailalim sa halatang plastic deformation.
e. Pagkatapos magbunga, ang sample ay nagpapakita ng pagtaas sa deformation resistance, work hardening at deforming strengthening. Kapag ang load ay umabot sa Fb, ang parehong bahagi ng sample ay lumiliit nang husto. Ang Fb ay ang limitasyon ng lakas.
f. Ang kababalaghan ng pag-urong ay humahantong sa pagbaba sa kapasidad ng tindig ng sample. Kapag ang load ay umabot sa Fk, ang sample ay masira. Ito ay tinatawag na fracture load.
Lakas ng Yield
Ang lakas ng yield ay ang pinakamataas na halaga ng stress na kayang tiisin ng isang metal na materyal mula sa simula ng plastic deformation hanggang sa kumpletong pagkabali kapag sumailalim sa panlabas na puwersa. Ang halagang ito ay nagmamarka ng kritikal na punto kung saan ang materyal ay lumipat mula sa elastic deformation stage patungo sa plastic deformation stage.
Pag-uuri
Upper yield strength: tumutukoy sa maximum stress ng sample bago bumaba ang force sa unang pagkakataon kapag naganap ang yield.
Mababang lakas ng ani: tumutukoy sa pinakamababang stress sa yugto ng ani kapag hindi pinansin ang paunang lumilipas na epekto. Dahil ang halaga ng mas mababang yield point ay medyo stable, ito ay kadalasang ginagamit bilang indicator ng material resistance, na tinatawag na yield point o yield strength.
Formula ng pagkalkula
Para sa mataas na lakas ng ani: R = F / Sₒ, kung saan ang F ay ang pinakamataas na puwersa bago bumaba ang puwersa sa unang pagkakataon sa yugto ng ani, at ang Sₒ ay ang orihinal na cross-sectional area ng sample.
Para sa mas mababang lakas ng ani: R = F / Sₒ, kung saan ang F ay ang pinakamababang puwersa F na binabalewala ang paunang transient effect, at ang Sₒ ay ang orihinal na cross-sectional area ng sample.
Yunit
Ang yunit ng lakas ng ani ay karaniwang MPa (megapascal) o N/mm² (Newton per square millimeter).
Halimbawa
Kunin ang mababang carbon steel bilang isang halimbawa, ang limitasyon ng ani nito ay karaniwang 207MPa. Kapag sumailalim sa isang panlabas na puwersa na mas malaki kaysa sa limitasyong ito, ang mababang carbon steel ay magbubunga ng permanenteng pagpapapangit at hindi na maibabalik; kapag sumailalim sa isang panlabas na puwersa na mas mababa sa limitasyong ito, ang mababang carbon steel ay maaaring bumalik sa orihinal nitong estado.
Ang lakas ng ani ay isa sa mga mahalagang tagapagpahiwatig para sa pagsusuri ng mga mekanikal na katangian ng mga materyales na metal. Sinasalamin nito ang kakayahan ng mga materyales na labanan ang plastic deformation kapag sumailalim sa mga panlabas na puwersa.
lakas ng makunat
Ang tensile strength ay ang kakayahan ng isang materyal na labanan ang pinsala sa ilalim ng tensile load, na partikular na ipinahayag bilang ang pinakamataas na halaga ng stress na maaaring mapaglabanan ng materyal sa panahon ng proseso ng makunat. Kapag ang tensile stress sa materyal ay lumampas sa tensile strength nito, ang materyal ay sasailalim sa plastic deformation o fracture.
Formula ng pagkalkula
Ang formula ng pagkalkula para sa tensile strength (σt) ay:
σt = F / A
Kung saan ang F ay ang maximum tensile force (Newton, N) na kayang tiisin ng specimen bago masira, at ang A ay ang orihinal na cross-sectional area ng specimen (square millimeter, mm²).
Yunit
Ang yunit ng tensile strength ay karaniwang MPa (megapascal) o N/mm² (Newton per square millimeter). Ang 1 MPa ay katumbas ng 1,000,000 Newtons kada metro kuwadrado, na katumbas din ng 1 N/mm².
Mga salik na nakakaimpluwensya
Ang lakas ng makunat ay apektado ng maraming mga kadahilanan, kabilang ang komposisyon ng kemikal, microstructure, proseso ng paggamot sa init, paraan ng pagproseso, atbp. Ang iba't ibang mga materyales ay may iba't ibang lakas ng makunat, kaya sa mga praktikal na aplikasyon, kinakailangang pumili ng mga angkop na materyales batay sa mga mekanikal na katangian ng mga materyales.
Praktikal na aplikasyon
Ang lakas ng makunat ay isang napakahalagang parameter sa larangan ng agham at engineering ng mga materyales, at kadalasang ginagamit upang suriin ang mga mekanikal na katangian ng mga materyales. Sa mga tuntunin ng disenyo ng istruktura, pagpili ng materyal, pagtatasa ng kaligtasan, atbp., ang lakas ng makunat ay isang salik na dapat isaalang-alang. Halimbawa, sa construction engineering, ang makunat na lakas ng bakal ay isang mahalagang kadahilanan sa pagtukoy kung ito ay makatiis ng mga karga; sa larangan ng aerospace, ang tensile strength ng magaan at mataas na lakas na materyales ay ang susi sa pagtiyak sa kaligtasan ng sasakyang panghimpapawid.
Lakas ng pagkapagod:
Ang pagkapagod ng metal ay tumutukoy sa proseso kung saan ang mga materyales at sangkap ay unti-unting nagdudulot ng lokal na permanenteng pinagsama-samang pinsala sa isa o ilang mga lugar sa ilalim ng cyclic stress o cyclic strain, at ang mga bitak o biglaang kumpletong bali ay nangyayari pagkatapos ng isang tiyak na bilang ng mga cycle.
Mga tampok
Biglaan sa oras: Ang pagkabigo sa pagkapagod ng metal ay kadalasang nangyayari nang biglaan sa maikling panahon nang walang malinaw na mga palatandaan.
Lokalidad sa posisyon: Ang pagkabigo sa pagkapagod ay kadalasang nangyayari sa mga lokal na lugar kung saan puro stress.
Pagkasensitibo sa kapaligiran at mga depekto: Ang pagkapagod ng metal ay napaka-sensitibo sa kapaligiran at maliliit na depekto sa loob ng materyal, na maaaring magpabilis sa proseso ng pagkapagod.
Mga salik na nakakaimpluwensya
Stress amplitude: Ang magnitude ng stress ay direktang nakakaapekto sa fatigue life ng metal.
Average na magnitude ng stress: Kung mas malaki ang average na stress, mas maikli ang buhay ng pagkapagod ng metal.
Bilang ng mga cycle: Kung mas maraming beses ang metal ay nasa ilalim ng cyclic stress o strain, mas seryoso ang akumulasyon ng pinsala sa pagkapagod.
Mga hakbang sa pag-iwas
I-optimize ang pagpili ng materyal: Pumili ng mga materyales na may mas mataas na limitasyon sa pagkapagod.
Pagbabawas ng konsentrasyon ng stress: Bawasan ang konsentrasyon ng stress sa pamamagitan ng disenyo ng istruktura o mga pamamaraan ng pagproseso, tulad ng paggamit ng mga rounded corner transition, pagtaas ng cross-sectional na dimensyon, atbp.
Paggamot sa ibabaw: Pagpapakintab, pag-spray, atbp. sa ibabaw ng metal upang mabawasan ang mga depekto sa ibabaw at mapabuti ang lakas ng pagkapagod.
Inspeksyon at pagpapanatili: Regular na siyasatin ang mga bahagi ng metal upang agarang makita at ayusin ang mga depekto tulad ng mga bitak; panatilihin ang mga bahaging madaling kapitan ng pagkapagod, tulad ng pagpapalit ng mga sira na bahagi at pagpapatibay ng mga mahihinang link.
Ang pagkapagod ng metal ay isang karaniwang mode ng pagkabigo ng metal, na kung saan ay nailalarawan sa pamamagitan ng biglaang, lokalidad at pagiging sensitibo sa kapaligiran. Ang amplitude ng stress, average na magnitude ng stress at bilang ng mga cycle ay ang mga pangunahing salik na nakakaapekto sa pagkapagod ng metal.
SN curve: inilalarawan ang pagod na buhay ng mga materyales sa ilalim ng iba't ibang antas ng stress, kung saan ang S ay kumakatawan sa stress at N ay kumakatawan sa bilang ng mga stress cycle.
Formula ng koepisyent ng lakas ng pagkapagod:
(Kf = Ka \cdot Kb \cdot Kc \cdot Kd \cdot Ke)
Kung saan ang (Ka) ay ang load factor, (Kb) ay ang size factor, (Kc) ay ang temperature factor, (Kd) ay ang surface quality factor, at (Ke) ay ang reliability factor.
SN curve mathematical expression:
(\sigma^m N = C)
Kung saan ang (\sigma) ay stress, ang N ay ang bilang ng mga siklo ng stress, at ang m at C ay mga pare-parehong materyal.
Mga hakbang sa pagkalkula
Tukuyin ang mga constant ng materyal:
Tukuyin ang mga halaga ng m at C sa pamamagitan ng mga eksperimento o sa pamamagitan ng pagsangguni sa mga nauugnay na literatura.
Tukuyin ang kadahilanan ng konsentrasyon ng stress: Isaalang-alang ang aktwal na hugis at sukat ng bahagi, pati na rin ang konsentrasyon ng stress na dulot ng mga fillet, keyways, atbp., upang matukoy ang kadahilanan ng konsentrasyon ng stress K. Kalkulahin ang lakas ng pagkapagod: Ayon sa curve ng SN at kadahilanan ng konsentrasyon ng stress, na sinamahan ng buhay ng disenyo at antas ng stress sa pagtatrabaho ng bahagi, kalkulahin ang lakas ng pagkapagod.
2. Pagkaplastikan:
Ang plasticity ay tumutukoy sa pag-aari ng isang materyal na, kapag sumailalim sa panlabas na puwersa, ay gumagawa ng permanenteng pagpapapangit nang hindi nasira kapag ang panlabas na puwersa ay lumampas sa nababanat na limitasyon nito. Ang pagpapapangit na ito ay hindi maibabalik, at ang materyal ay hindi babalik sa orihinal nitong hugis kahit na ang panlabas na puwersa ay tinanggal.
Plasticity index at ang formula ng pagkalkula nito
Pagpahaba (δ)
Depinisyon: Ang elongation ay ang porsyento ng kabuuang deformation ng gauge section pagkatapos na ang tensile fractured ng specimen sa orihinal na haba ng gauge.
Formula: δ = (L1 – L0) / L0 × 100%
Kung saan ang L0 ay ang orihinal na haba ng gauge ng ispesimen;
Ang L1 ay ang haba ng gauge pagkatapos masira ang ispesimen.
Pagbawas ng segment (Ψ)
Depinisyon: Ang segmental reduction ay ang porsyento ng maximum na pagbawas sa cross-sectional area sa necking point pagkatapos masira ang specimen sa orihinal na cross-sectional area.
Formula: Ψ = (F0 – F1) / F0 × 100%
Kung saan ang F0 ay ang orihinal na cross-sectional area ng specimen;
Ang F1 ay ang cross-sectional area sa necking point pagkatapos masira ang specimen.
3. Katigasan
Ang katigasan ng metal ay isang mekanikal na index ng ari-arian upang masukat ang katigasan ng mga materyales na metal. Ipinapahiwatig nito ang kakayahang labanan ang pagpapapangit sa lokal na dami sa ibabaw ng metal.
Pag-uuri at representasyon ng katigasan ng metal
Ang katigasan ng metal ay may iba't ibang mga pamamaraan ng pag-uuri at representasyon ayon sa iba't ibang mga pamamaraan ng pagsubok. Pangunahing isama ang sumusunod:
Katigasan ng Brinell (HB):
Saklaw ng aplikasyon: Karaniwang ginagamit kapag ang materyal ay mas malambot, tulad ng mga non-ferrous na metal, bakal bago ang paggamot sa init o pagkatapos ng pagsusubo.
Prinsipyo ng pagsubok: Sa tiyak na sukat ng test load, ang isang hardened steel ball o carbide ball ng isang tiyak na diameter ay pinindot sa ibabaw ng metal na susuriin, at ang load ay ibinababa pagkatapos ng isang tinukoy na oras, at ang diameter ng indentation sa ibabaw na susuriin ay sinusukat.
Formula ng pagkalkula: Ang halaga ng katigasan ng Brinell ay ang quotient na nakuha sa pamamagitan ng paghahati ng load sa spherical surface area ng indentation.
Rockwell hardness (HR):
Saklaw ng aplikasyon: Karaniwang ginagamit para sa mga materyales na may mas mataas na katigasan, tulad ng katigasan pagkatapos ng paggamot sa init.
Prinsipyo ng pagsubok: Katulad ng katigasan ng Brinell, ngunit gumagamit ng iba't ibang probes (brilyante) at iba't ibang paraan ng pagkalkula.
Mga Uri: Depende sa aplikasyon, mayroong HRC (para sa mataas na tigas na materyales), HRA, HRB at iba pang mga uri.
Vickers hardness (HV):
Saklaw ng aplikasyon: Angkop para sa pagsusuri ng mikroskopyo.
Prinsipyo ng pagsubok: Pindutin ang materyal na ibabaw na may load na mas mababa sa 120kg at isang diamond square cone indenter na may vertex angle na 136°, at hatiin ang surface area ng material indentation pit sa halaga ng load para makuha ang Vickers hardness value.
Katigasan ng Leeb (HL):
Mga Tampok: Portable hardness tester, madaling sukatin.
Prinsipyo ng pagsubok: Gamitin ang bounce na nabuo ng impact ball head pagkatapos maapektuhan ang hardness surface, at kalkulahin ang hardness sa ratio ng rebound speed ng suntok sa 1mm mula sa sample surface hanggang sa impact speed.
Oras ng post: Set-25-2024



